1��ǰ��
PbO-ZnO-B203��һ����;�V�������۲���ϵ�y(t��ng)�����������Ӳ��ϑ�������ռ��g(sh��)����Ӽ��g(sh��)�У����������Ժ�Ϳ�Ӹ��w�ڽ��١��մɺͲ������档�����ڷ�ӕr�������W����W�ͻ��W�������⣬߀�в����۵����ȡ���������ò���w�������ԡ�ճ�ȵȵ����|(zh��)���P(gu��n)��������Ҫ�о���ͬ���鷽ʽ���l���������۵�����Ӱ푡�
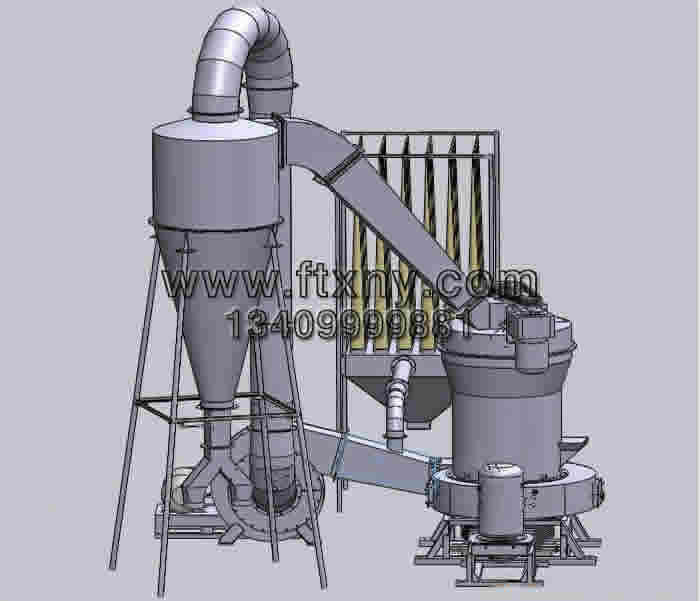
��ĥ�C�����ĥ�C�͔���ĥ�C�ڷǽ��ٵV����������õ����N�����O(sh��)�䣬�����䌦���ϵ����÷�ʽ�s��ͬ����ĥ���_���ͼ����Ƿ������ϵ�����Ҫ��������ʽ�����@���Nĥ�Cǡ�÷քe�����@���N���÷�ʽ���������ϵģ���ͨ����Դ�N����ĥ�C������ĥ�ۙC��ĥ�C�Cе�O(sh��)�䡣
2�����
2.1 ԇ��O(sh��)�估�����x��
�pͲ��ĥ�C��ԇ�����С���O(sh��)�䣩�����ĥ�C��ԇ�����С���O(sh��)�䣩������ĥ�C��ԇ�����С���O(sh��)�䣩���x�ij���ʽ���ȷֲ��y���xBT-301�ͣ�����ϴ�CFH-2-3-50�ͣ����w���Ԝyԇ�xBT-1000�ͣ��ܱPˎ����ƽHC-HTIIB-5��l�����@�RL2000A��
2.2ԇ�E
��ĥÿ��ȡ500g��Ʒ����2cm�Ą�����1 500g������ĥ���|(zh��)(����ʼs��70%)���քeĥ30��45��60��80��100min���Ƴ������ۘӡ�
���ĥÿ��ȡ500g��Ʒ����2cm������1 500g������ĥ���|(zh��)(����ʼs��70%)���քeĥ10��20��30��45��60min���b��������һ�h(hu��n)��(ji��)�yԇ�á�
����ĥÿ��ȡ500g��Ʒ��ԇ��Ʒ���M���A���飬�M��������100��200Ŀ������50091.0��1.5mm�����������|(zh��)���քeĥ5��10��15��20��25min�����b��������һ�h(hu��n)��(ji��)�yԇ�á�
���ڸ�ĥ����Ч����ͬ��ͨ�^ǰ��ԇ�ó���ĥ��������ԇ�r�g��
2.3 ԇ������(sh��)
��ĥ�C��Ͳ�w��ֱ��16. Scm���R���D(zhu��n)��40.5r/min���D(zhu��n)����55%�����ĥ��Ͳ�w��ֱ��16.5cm;늙C���D(zhu��n)��1400r/min��ĥ�C�����6��8mm������ĥ��늙C���D(zhu��n)��1 400r/min*����{�D(zhu��n)��l 350r/min��ǻ�w�ą���(sh��)��ֱ��×�߶�-11.6cm×10.0cm
��ǻ�w�מ��A�Σ���
3���Y(ji��)���cӑՓ
3.1 �ܶ����Եı��^
�ܶ��Ƿ��w�Ļ�����������ֵ֮һ�����ң������������c��϶�ʵȵĜy��Ҳ�Dz���ȱ�ٵ���������ֵ����Ӌ���w�����ܶȕr��һ�㌢�����ܶȡ���Ч�ܶȺͱ��^�ܶ����N�w���ܶȡ��ڱ������w�a(ch��n)Ʒ���ܶȕr�����ܶ����_�����ģ������w�w��֮�g�Dz����ܛ]�п�϶�ġ�һ���õ����������b�ܶȺ����ܶȣ����߶����ڱ��^�ܶȡ�
ͬ�r���w�ĉ��s�ȺͿ�϶��Ҳ�DZ��F(xi��n)���w�ѷe��B(t��i)�����^���������s����Ҫ�DZ����w���ѷe�ķ�(w��n)���̶ȣ���϶����Ҫ�DZ����w���ѷe����ɢ�̶ȣ����s��(%)=�����ܶ�һ���b�ܶȣ������b�ܶ�x l00%����϶�ʣ�%��=��1-���b�ܶȣ����w����Ч�ܶȣ�×l00%��
���w�ڷ���r�g�^�̵ĕr���кܶ���w���]�б�����úܼ������w���Ӷֻ࣬���ٔ�(sh��)��һ�����Ǻܼ����w�������������ڶѷe�ĕr���F(xi��n)“���w����ܣ�С�w�����”����r�����ڷ���r�g�^�̵ĕr�����b�ܶȺ����ܶ��^���S������r�g�ļ��L��С�w��Խ��Խ�࣬�����w��Խ��Խ�٣��w��������څ��һ�£���ܺ����F(xi��n)��Խ��Խ�����@�����ā��f�϶ѵĿ�϶Ҳ�ͼӴ������϶ѵĶѷe�w�e�����t���ϵ��ܶ�Ҳ����С��
3.2 Ħ�������Եı��^
Ħ���������ڷ��w�w���gĦ�����̓�(n��i)���������ö��γɵģ����о��w���w���\�Ӡ�B(t��i)׃?y��u)��oֹ��B(t��i)�����W�������Ե���Ҫ����(sh��)���������Ҫ�Ͱ�Ϣ�Ǻͱ����ǵ�׃�����о����w��Ħ�������ԡ�
��Ϣ�����w���w�\�ӣ���Ҫ�����ص��\�ӣ����γɵĽǣ���Ϣ�ǵĜy���ж�N���������ų��Ƿ���ע��Ƿ����Aб�Ƿ������ӽǷ��ͼ��кз���N����ͬ�ķ����y�õİ�Ϣ�ǔ�(sh��)ֵ������ͬ��������ͬһ�N�����y�õİ�Ϣ��߀����һ����Ҏ(gu��)���Եģ���ԇ��õ���ע�뷨��
�������nj���Ȼ�γɵ��϶�ʩ��һ��������ʹ�϶ѱ������γɵ����϶ѵİ�Ϣ�ǣ���ԇ���nj��γɵİ�Ϣ���϶���ʩ�������ķ�����y�����ǵġ�
��Ϣ�����w�������صĠ�B(t��i)���γɵģ������������϶����ܵ���������r���γɵģ������������γɶ�������żȻ�����أ������������γ�߀���c���w�w���Ĵ�С����ò���ȱ���e�ͱ����ܵ����|(zh��)����ֱ�ӵ�(li��n)ϵ��
�ı�2�п��Կ��������_ʼ����r��Ϣ�Ǻͱ�����֮�g�IJ�ֵ�^�����r�����С���@������_ʼ�r���w�������^���w���g��������С���S������r�g�����L���w������׃С���w���c�w���g���������Ӵ��w���c�w���g�ĈF�۬F(xi��n)���^����ء��S���w�����ȵĜpС���w���ı�����DZ�ĥȥ���w���c�w���g�Ľ��|�����ܵ���ǵ�Ӱ푣������w���g���������Ӵ��϶ѵ�������׃���Ϣ�Ǻ�Ħ����Ҳ���S֮�Ӵ�
3.3 ���ȷֲ��ı��^
�S����ĥ�r�g�����ӣ��w��������Խ��ԽС�����R��Ҳ�S֮���ͣ���3�����w���ķֲ�Խ��Խխ���w���wڅ����һ�¡�
4���Y(ji��)Փ
(1)�ڷ���r�g���L����r����ѷe���^�ܼ����ѷe�ܶ��^��Ȼ���S������r�g�����L���w���Mһ�����飬�����ȷֲ�׃խ���w������òҲ��һ���l(f��)չ���w���ڷ����^������ȱ���e���������w���ľ���̶Ȳ���׃�á������@Щ���ص�Ӱ푣���Փ��С�w���g���w��Ҳ�����^�١�����ѷe���^��ɢ�����s�������^��
(2)�ڷ���r�g���^�̕r�����w�ஔ��̎���A�����A�Σ����w�w���^����С�w�����^�٣����w�w���g���������^С�����ڷ��wƽ�������^�ֲ��^���r���Q�����w�����Ե�������Ҫȡ�Q���w�����Π�S������r�g�����ӣ����wƽ�������c���R�ȜpС���w���Π���һ�»��Mչ���w���Π���w�����Ե�������u������
���S������r�g�_��һ��ֵ�r�����w�������_�����ֵ���S�����ӝu�u�pС�����ڷ��w�����^�����mȻ���w���R�ȜpС�������s���c���۶������w���g���������������������������w���F�ۼ��أ����°�Ϣ�Ǻͱ���������������׃�
(3)�S������r�g�������w�w������׃С���w���Π�Ҳ���������һ�»�������w���c�w��֮�g�Ľ��|��rҲڅ�����뻯�cҎ(gu��)�ɻ��������w�������̶ȼ����^���У��w���ĈF�۳̶Ȳ����������w���g���|�o���ڷ���r�g���L�r�����w�w���IJ�����̶ȱ��^���w�ڶѷe�^���б��^�s�y��С�w�����s�ڴ��w���p϶֮�g��������w�w���ıȱ���e���^С�����҆�λ�w��֮�g���|��e�^��������������������^�ߡ�
(4)�ڷ���r�g�^�̕r������ԓ������̎�ڷǾ��B(t��i)������������A���Π�֮�����e�ܴ�����Ƿdz��࣬���Ҵ��w�����������^��С�w�����ʷ��w�w��֮�g�Ľ��|��dz��ֲڣ�Ħ�����ܴ��w�����^����Է��w��������ָ��(sh��)�^С��
(5)���ڲ�������r���A�����A�η��w�w���������^�����w�����Π�֮������Է��w�w�������ζȺܴ��S������r�g�����L�����w�w�����Mһ�������飬���w�w���ı��治��ı�Ħ����ĥ��ʹ���w�������DZ������ĥƽ�����w�w���ı���Խ��Խ�⻬������Խ��С���w��Խ�ǽӽ����Ρ�
ͨ�^���ό��������|(zh��)�ķ������Կ������ڷ�������Ͳ�����^�����w���ΠҎ(gu��)�t�ĵV��r�����ĥ�ķ���Ч����ѣ�Ҳ����ʹ�Û_������������Ч����á��mȻ����ĥ�ķ���Ч��Ҳ�ܺã����ǔ���ĥ��Ҫ�����M�����ȣ���ˇ�Ќ����ϵ��A����Ҫ���^�ߣ��Ҹɷ���������ʹ��ĥ���|(zh��)ĥ�p�����I(y��)�д��ʹ�Ý��衣
