�����nj�����ͨ�^�Cе�W�ķ���������ۺϳ��͵��^������Ƴ��w�����������ϵ����������D���ʣ���ֹ������ʳ������ɳ�T�Ͼ��������A����\ݔ���T�����c��������ˇ��Ҫ��ͨ�^
�����C��Ҳ��
�w���C���@�N�P�I�O�䌍�F�ġ���Ҋ�������C�������D��ʽ��ƽģʽ���hģʽ�ȽY����ʽ����hģ�����C�����|���ã��w��Ӳ�ȸ�,�����m������V�£�����ձ顣�������c��SZLH420��ͨ�����������C�ĭhģ�M�з����̓�������ͨ����Դ���I���a�N��
�ն��w���C��
ľм�w���C�������|�w��ȼ�ϳ��͙Cе�O�䡣
1���hģ�����C����ԭ��
1.1����ԭ��
�����M�������ң��ڸ������D�ĭhģ�����£����������x���������þo�N�hģ�ȱڲ��S�hģһ���D�ӏĶ������뵽�hģ�c��֮݁�g��Ш�΅^�����ܵ��hģ�͉�݁�ĔD������͞��w�����ĭhģ�Ŀ��ДD�����ڭhģ�ⲿ�е��������±��гɶ�С�w�����Ķ���������^�̣���D1�͈D2��ʾ��

1.2�hģ
�hģ���������M�A�ĭh����������|���ߴ煢�����ӹ��|�����w���|�������aЧ��������Ҫ��Ӱ푡��hģ���דp�����ڌ��H������������r���s���½��r�I��W�������J�飬�hģʧЧ��ԭ����Ҫ��ĥ�p��ƣ�ڔ��ѣ�������ĥ�pʧЧ����Ҫ��ʽ�������^�������`�C���������hģ��ĥ�pʧЧ֮ǰ�͑������Ɠp�����Ա������؏ĭhģ�������������M���о���
2���hģ����Ԫ�������
���о������SZLH428��ͨ�����������C�hģ�������P�������1��ʾ��
��1 �hģ����
|
�Ŀ |
���� |
|
�hģ���| |
�Ͻ�� |
|
����ģ�� |
E=1.9e11 |
|
���ɱ� |
0.3 |
|
�������ȣ�Mpa�� |
835 |
|
�hģ�ȏ���mm�� |
428 |
|
��Ч���ȣ�mm�� |
154 |
|
�hģ��ȣ�mm�� |
60 |
|
�_���ʣ�%�� |
35 |
|
�hģ�D�٣�r/min�� |
263 |
2.1��ģ
�hģ�Y���������s���ڽ�ģ�rȥ�������ݼy�ס����ǡ��A�ǵȌ������Y��Ӱ푲���ļ����Һ�������ģ������Ӱ푡����������SIMULATIONܛ���M�����S���w��Ԫ�W�֣����ھֲ������W���ֹ��c����61218������Ԫ����37 408����������С��Ԫ1.71mm������Ԫ20.1 mm���ſ˱�4���W��Ʒ�|�ߡ���W��ģ����D3��ʾ��

2.2�d�ɷ���
�hģ��Ҫ��늙C��������M����݁�ĔD����N�Լ����ϵ�Ħ����F����D4��ʾ��
���O�hģ�DŽ����D�ӣ������؞�0��������ʽ

ʽ�У�M→늙C��������(N��m)��
P→��늙C����(kW����
f→�����c�hģ��Ħ�����ӣ�ȡ0.3��
n→�hģ�D��(r/min)��
R→�hģ�Ȱ돽(mm)��
Ӌ���N=193 771 N��F=58 131 N��M=26 740 N·m
���ڭhģ�ȱ����һ�c����һ���D�����ڃȣ���������M���L�ڴ����⣬N�cFֻ�����F�ɴΣ��ǵ��͵������Խ��|�������}��Ҋ�D5��
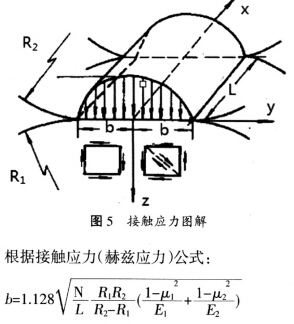
ʽ�У�b→���|���댒(mm)��
L→���|���L�����hģ����(mm)��
R1→��݁�돽( mm)��ȡ110��
R2→�hģ�돽(mm)��ȡ230;
u1��u2���ϲ��ɱȣ���̎��ȡ0.3��
E1��E2→���Ϗ���ģ����ȡEI=E2( N/m2)��
�ɴ˿�Ӌ���b=1.853 mm��2b=3,706 mm�����ɴ_���D����N�������^��


�����|����
2.3�Y��������
���^�о��l�F���hģ������������Ҫ���������N��ʽ��
�ق����I�۸����_�Ѳ������I��픲�����F��Ҋ�D7��
�ڭhģ���m��45°�v���Ѽy��Ҋ�D8��
��ͻ�l�Ԕ��ѣ�Ҋ�D9��

��Ҫԭ��������£�
�٭hģ��Ҫ���I���ӣ��I�۸������ڇ��صđ������ЬF��Ҋ�D10�͈D11��

�I�۸������ڑ������У�ƽ�������s352 MPa���I��픲����F���������ֵ�s��804.7 MPa��

�ڈD13�@ʾ�˭hģ�ܔD����λ�đ����ֲ����D��̎��ƽ�������s��348 MPa��

�ܔD����λ��ƽ������ֵС�ڲ��ϵ��������ȣ��s835MPa�������s�ӽ����ϵ�ƣ�ڏ��ȘO�ޣ�ѭ�h�¼s566MPa������ˌ��˭hģ�M��ƣ�ڷ�����
�hģ����
M=NR��1/π-1/2��cosφ����
��D14��ʾ��

ѭ�h�Δ�107�Σ����d����-0.572��
�ڽ��v���2 231��ѭ�h�hģ�ܔD����λ�����Fƣ���Ɖġ�
����ͻ�l�Եĭhģ���ѣ���Ҫ�����������҃��M���˽��ىK��ʯ�K���s�����ɵģ����O���\��ǰע�������s�T��

3����������
���I�۸������A��R3���I��픲�����C3����D17��ʾ��

�������I�۲�λ�����ֵ�x��419.6 MPa����ԭ�������52.1%������ƽ��������280MPa���x��ԭ����79.5%��
�ڸ��Ɵ�̎����ˇ��������Ɵ�̎����ˇ�|�������_���՝B̼̼�ݡ���ػ�ضȺ͕r�g�����ƺϽ�䓱���Ӳ�Ȳ����^62HRC������Փ�J�飬���ںϽ�䓣����|ƣ�ډ�����һ���������SӲ�ȵ����Ӷ����ӣ�����62HRC̎���F���c����
�۸��ƭhģ�ӹ��|�����e���I��̎�̓ȱ���Ĵֲڶ�Ҫ�M���ܵͣ����h��ģ�K�U���һ�����ރ���Ĺ���
�܃����w���������a��ˇ����ҕ�����䷽����֬�����Ӻ����ã���֬���ڃɽ��|�w֮�g�γ����w�Ӊ���Ĥ�����@������ƣ�ډ�������Ҫע����֬�ĸ��g�ԣ���t���ܷ�����������ƣ�ډ�����
4���Y
�hģ���������C�ϰ��F���דp��������|�ɷ֡���̎����ˇ���Y���������ӹ��|���������CЧ�ܵİl�]�����P�I��Ӱ푣���ν��ͭhģ�������Ɠp�ʣ����L��ʹ�É�����һֱ��һ�����_��I���y�}�����`�C����һ����ͨ�����������C�hģ��ʹ�É��������L100h�����ɞ�һ��С����ϼӹ���I���픵ʮ�f�Ľ���Ч�棺ͨ�^���hģ���о��Եõ����½YՓ��
�ّ��������кͽ��|ƣ���Ɖ��ǭhģ�Ɠp����Ҫԭ�����ڣ���������Ԫ�������g�����Y�����������Ɵ�̎�����ӹ���ˇ����Ч�p�٭hģ�Ɠp�ʣ����L�hģʹ�É�����
�ڃ��������䷽Ҳ������߭hģ��ʹ�É�����
�۱��о��к�����ģ������Ӱ푣����H��ģ�ijߴ硢�ֲ���r���������hģ��������Ӱ푣��ҿ����Ɣ���ؓ��Ӱ푡��b���о�ģ���ڭhģ���ȵ�Ӱ푕r�\�����^�����s4500��ģ�ף���Ӌ��C����Ҫ���^�ߣ��������PӑՓ�����պ���о�����u���ơ�
�ݭhģĥ�pģ�͵Ľ������������Ǻ��m�о��ă���֮һ
���D�dՈע������ͨ����Դ�w���C
www.jiankongpf.cn��
